更新時間:2025-04-01
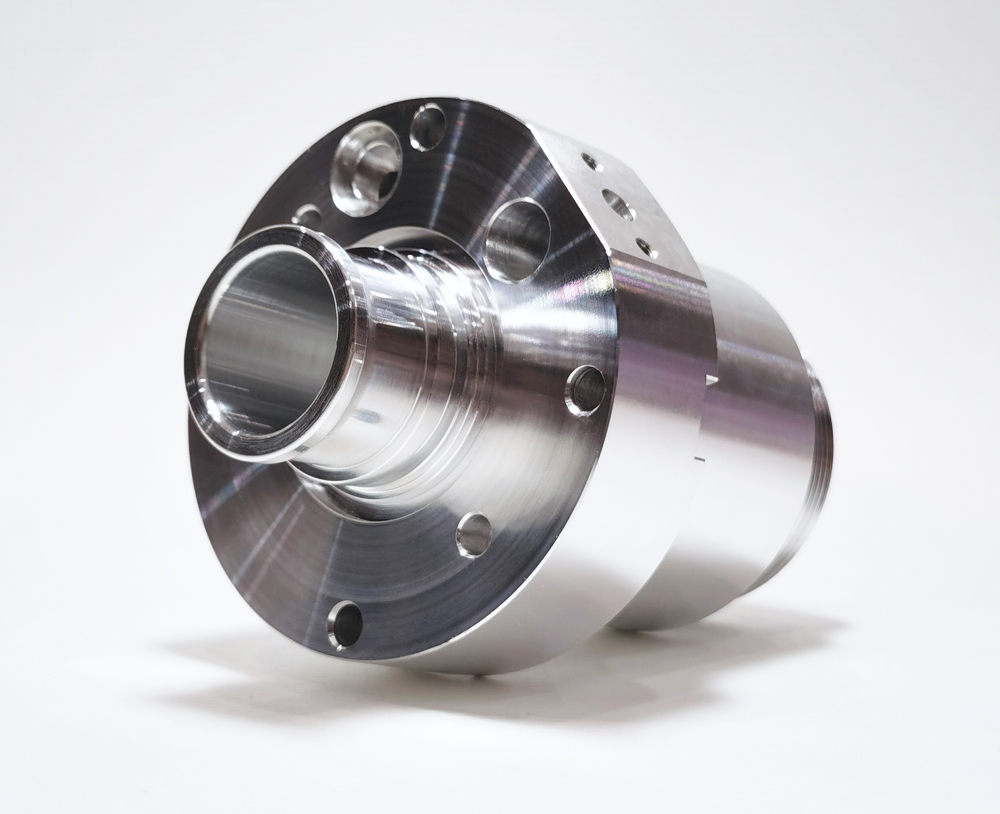
高鏡面不銹鋼加工需通過精密車削、熱處理、多階段磨削及復合拋光實現,全流程需嚴格控制工藝參數與表面質量:

1. 車削加工階段
采用高剛性數控機床,主軸轉速控制在800-1200r/min,進給量0.05-0.1mm/r,搭配PCD刀具(聚晶金剛石)以減少振動紋。關鍵是通過有限元分析優化裝夾方案,避免變形,確保基材表面粗糙度達Ra0.8μm以下。
2. 熱處理調控
進行真空退火消除內應力,溫度控制在1050-1100℃,保溫2小時后爐冷。此步驟使晶粒細化至ASTM 10級,硬度均勻化至HV220±5,為精密磨削提供穩定基材。
3. 三階磨削工藝
粗磨:使用#120金剛石砂輪,磨削余量0.1-0.15mm,去除車削紋路
半精磨:#600樹脂砂輪配合冷卻液,表面粗糙度達Ra0.2μm
精磨:#1500陶瓷砂輪,采用納米級磨粒,實現Ra0.05μm鏡面基底
4. 復合拋光技術
機械拋光:先以0.5μm鉆石膏配合羊毛輪去除磨削痕跡,再用0.1μm拋光液進行鏡面處理
化學拋光:采用磷酸-硫酸混合電解液,通過電化學作用消除微觀不平,最終表面粗糙度可達Ra0.01μm,反射率超過95%
2025-06-27
2024-05-21
2024-04-11
2025-02-25












 返回列表
返回列表
