
五金精密零件加工
一站式廠家











189-2848-3616
立即獲取報價
立即獲取報價
更新時間:2025-04-21
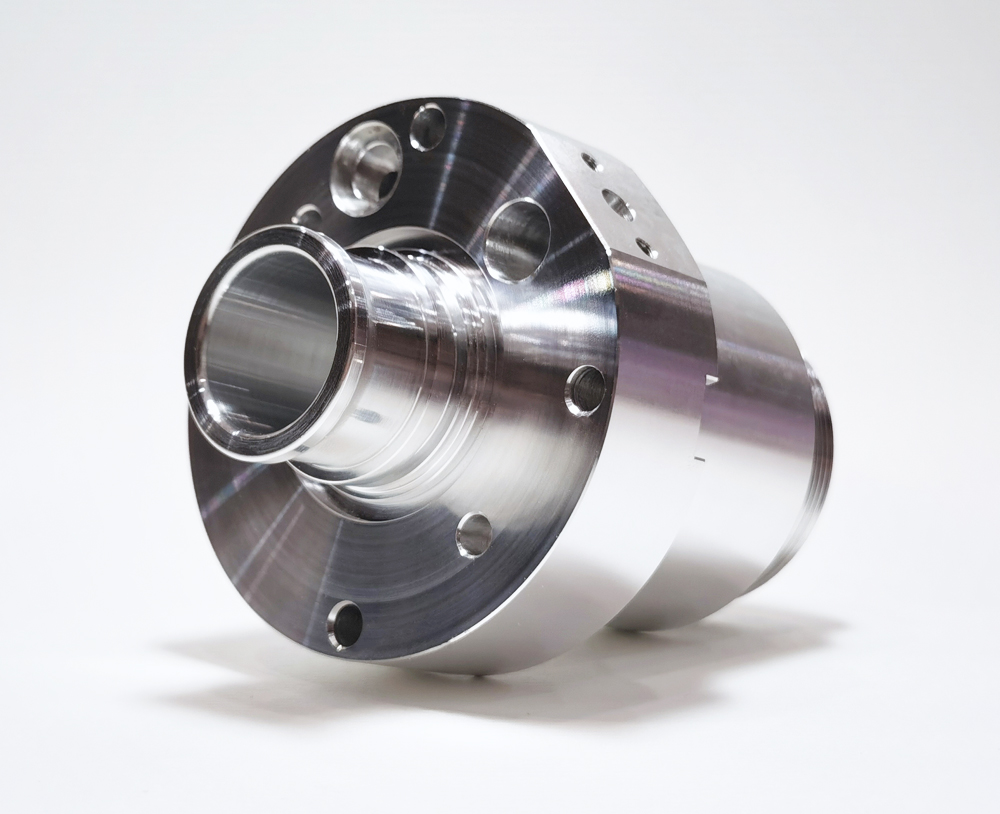
不銹鋼車削件因其優(yōu)異的耐腐蝕性和機(jī)械性能,成為工業(yè)領(lǐng)域廣泛使用的材料。然而,其高韌性、低導(dǎo)熱性和加工硬化的特性,導(dǎo)致車削加工時效率低、刀具磨損快。要實現(xiàn)高效加工,需從切削參數(shù)、刀具選擇、冷卻策略三方面進(jìn)行系統(tǒng)性優(yōu)化。
一、切削參數(shù)的科學(xué)匹配
不銹鋼車削件需平衡切削力、熱量與刀具壽命。轉(zhuǎn)速(Vc)過高易引發(fā)高溫導(dǎo)致刀具氧化,過低則加劇加工硬化。建議粗加工時采用中等轉(zhuǎn)速(80-120 m/min),精加工可提升至150-180 m/min。進(jìn)給量(f)需結(jié)合表面質(zhì)量要求,粗加工建議0.15-0.3 mm/r,精加工控制在0.05-0.1 mm/r。切削深度(ap)應(yīng)避免過小引發(fā)加工硬化層累積,粗加工推薦2-4 mm,精加工0.2-0.5 mm。通過參數(shù)組合試驗,可縮短單件加工時間15%-25%。
二、刀具選型與幾何優(yōu)化
刀具材質(zhì)直接影響加工效率。硬質(zhì)合金涂層刀具(如TiAlN、AlCrN涂層)通過降低摩擦系數(shù)和隔熱性,可延長壽命30%以上。刀具幾何角度需針對性設(shè)計:前角(γ)增大至12°-15°可減少切削阻力,但需配合強(qiáng)化刃口設(shè)計;刃傾角(λ)采用正值(5°-8°)引導(dǎo)切屑流向已加工表面,減少纏繞;刀尖圓弧半徑(R)適當(dāng)增大(0.4-0.8 mm)可提升散熱能力。
三、冷卻策略的升級應(yīng)用
傳統(tǒng)乳化液冷卻效果有限,推薦采用復(fù)合冷卻方案:
微量潤滑(MQL)技術(shù):將5-50 mL/h的霧化切削油精準(zhǔn)噴射至切削區(qū),減少熱變形同時降低耗液量90%;
高壓內(nèi)冷系統(tǒng):通過5-10 MPa高壓冷卻液直接沖刷刀尖,有效抑制積屑瘤并加速排屑;
低溫冷卻:采用液氮或CO2冷風(fēng)(-50℃至-30℃)可降低切削區(qū)溫度200℃以上,特別適用于高硬不銹鋼加工。
四、智能化增效路徑
引入自適應(yīng)控制系統(tǒng),通過傳感器實時監(jiān)測切削力、振動信號,動態(tài)調(diào)整進(jìn)給速率;采用刀具壽命預(yù)測模型,優(yōu)化換刀策略。某案例顯示,綜合優(yōu)化后不銹鋼軸類零件車削效率提升40%,單件成本下降18%。
結(jié)語:不銹鋼車削件需打破單一參數(shù)優(yōu)化思維,通過切削力-熱-振動的耦合控制、刀具-冷卻協(xié)同設(shè)計,構(gòu)建系統(tǒng)化解決方案,方能在保證質(zhì)量的前提下實現(xiàn)效率突破。
2024-06-11
2024-05-07
2024-10-23
2025-06-18
 返回列表
返回列表
